| Home |
Used machines | Electrodes |
controls |
Special machine | Chillers |
Cable | Find us |
STUD WELDING ELECTRODES
We are getting more people asking
about welding studs to parts. We are finding that the majority of these
people do not realize that there are specialty electrodes already made for
this application. Again I will refer to the CMW catalog for tables and pictures concerning this style of tip.
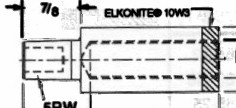
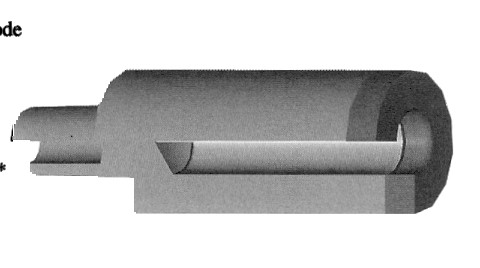
The drawings below illustrate this electrode, but I will try to describe it also in case the drawing is confusing. This electrode is made of copper with an elkonite facing on the weld surface. This facing increases the tip life since it is more wear resistant than copper. The hole that the stud fits into is insulated to prevent arcing across the threads on the stud. Many people who make there own electrodes are stymied by the arcing problem and find themselves forced to run a threading die on the stud to clean up the threads.
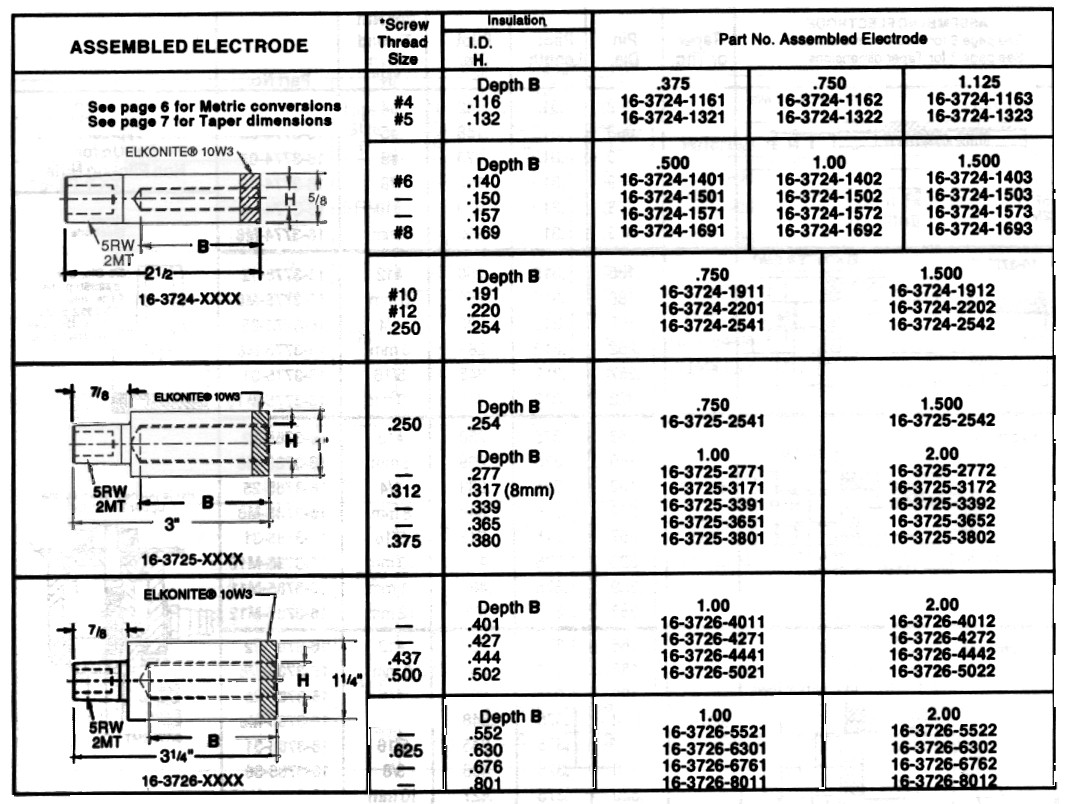
As you can see in the table below, the electrode number is determined by the diameter of the electrode (O.D), the screw size or stud diameter (I.D.), and the depth of the hole (length of stud). The chart is a little confusing until you realize that the depth of the hole is listed in the right hand boxes. An example would be the top line - a number 4 screw style stud with a length of 1/4" would use a #16-3724-1161 electrode with a hole depth of 0.375".
Most of the stud electrodes we sell are able to fit into a regular electrode holder with #2 Morris Taper. They do make electrodes that will thread directly into a threaded electrode holder. It is also possible to buy special high pressure sets for high production jobs, or where more pressure is needed for the job completion.
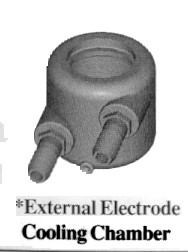
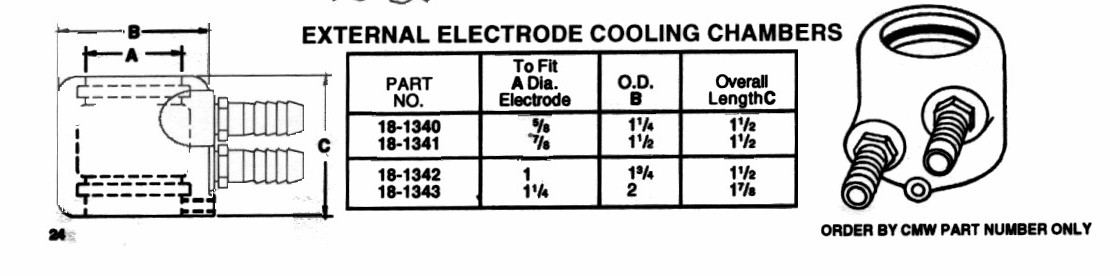
A special external cooling chamber can also be added for additional cooling of the electrode. These cooling chambers fit over the OD of the electrode. These are not mandatory, but can be usefull.
The stud electrode is usually the lower electrode. The recommended upper electrode is called a "back up electrode". I would recommend using a elkonite back up electrode for the upper electrode when you have an elkonite lower electrode. The diameter of the back up electrode should match the diameter of the stud electrode. I would recommend:
stud electrode back up electrode
16-3754-xxxx 632050 or 832050
16- 3725-xxxx 16-1342
16-3726-xxxx 16-1343
Kranitz Corporation phone: 262-242-4410 fax: 262-242-4411